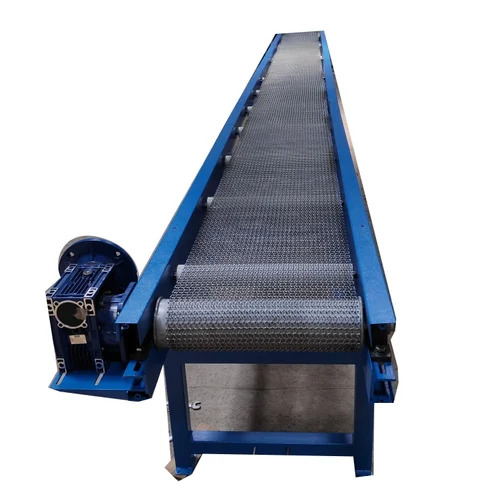
About Chain Bulk Material Handling Conveyor
Experience outstanding efficiency with the acclaimed Chain Bulk Material Handling Conveyor, now available for sale. Renowned for its heavy-duty mild steel construction and powder-coated finish, this modular chain conveyor excels in moving bulk materials across industrial warehouses. With a 30-inch-wide belt, 100-foot length, and automatic horizontal operation, it handles up to 150 kg/feet with ease. Powered by a reliable electric three-phase motor, its robust frame structure and enlightened design ensure durability and superior performance. Grab this new, high-capacity conveyor to elevate your material handling operations!
Versatile Applications & Noteworthy Features
The Chain Bulk Material Handling Conveyor is ideal for use in industrial warehouses, offering high-capacity automatic material movement. With a modular design and stationary horizontal mount, the conveyor is easily integrated into existing systems. Its powder-coated, heavy-gauge mild steel body ensures long-lasting performance, while the standard industrial chain pitch and three-phase drive motor provide remarkable reliability. To use, simply place bulk materials on the conveyor for efficient, continuous, unidirectional transfer controlled through a streamlined automatic system.
International FOB Port & Export Insights
Valuation for shipment is transparent, with primary FOB ports in India ensuring prompt dispatch. Sample policy allows for assessment before order outlay, providing confidence in your investment. Main export markets include Asia, Africa, and the Middle East, reflecting the conveyor's international demand and trusted performance. Outlays are competitive given the chain conveyor's renowned durability and high capacity, making overseas purchase feasible and valuable for large-scale material handling projects.
FAQ's of Chain Bulk Material Handling Conveyor:
Q: How does the Chain Bulk Material Handling Conveyor improve warehouse efficiency?
A: By automating horizontal bulk material movement, the conveyor reduces manual labor and streamlines workflow, ensuring faster and safer operations in industrial environments.
Q: What materials can be transported with this chain conveyor?
A: This conveyor is suitable for handling a wide range of bulk materials such as grains, aggregates, and industrial components within warehouses or manufacturing facilities.
Q: When should I consider using a modular chain conveyor for my operation?
A: Consider deploying a modular chain conveyor when you require a reliable, high-capacity solution for transferring materials horizontally over long distances in a fixed setup.
Q: Where is the ideal installation location for this equipment?
A: This conveyor is designed for stationary mounting within industrial warehouses, distribution centers, or large manufacturing plants that demand robust material handling.
Q: What is the process of installation and commissioning?
A: Installation includes stationary mounting by a skilled team, connection to the power source (415 V), and configuration of the automatic control system. Commissioning ensures smooth and safe operation.
Q: What benefits does the modular design offer?
A: The modular chain design allows for customization, easy maintenance, scalability, and efficient handling of varying bulk loads, enhancing operational flexibility and reliability.







 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry Send SMS
Send SMS